
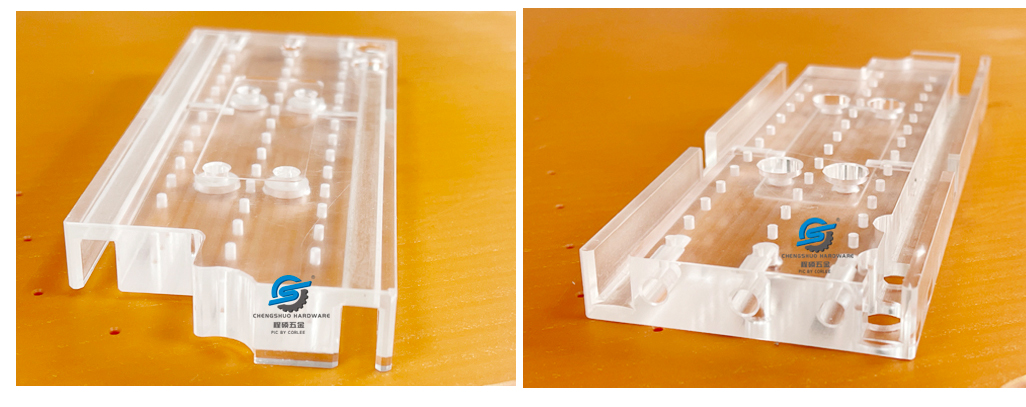
Ակրիլային արտադրանքի CNC մշակումը կարող է հասնել ավելի բարդ կառուցվածքների, նվազեցնել ակրիլային նյութի ճաքերը:հաստոցներ, և բավարարում է արտադրանքի բարձր ճշգրտության պահանջները:
Պոլիմեթիլ մետակրիլատ (CH3│ —.— Չ2—Գ——.—│ԿՈՈՉ3) ունի լավ համապարփակ մեխանիկական հատկություններ՝ դասվելով ընդհանուր պլաստիկների մեջ լավագույնների շարքին։ Նրա առաձգական, ճկման և սեղմման ուժը ավելի բարձր է, քան պոլիոլեֆինը, ինչպես նաև ավելի բարձր է, քան պոլիստիրոլը, պոլիվինիլքլորիդը և այլն, բայց դրա ազդեցության դիմացկունությունը ցածր է: Բայց դա նաև մի փոքր ավելի լավ է, քան պոլիստիրոլը.ֆիզիկական հատկությունները:
PMMA-ն ունի բարձր մեխանիկական ուժ՝ PMMA-ի հարաբերական մոլեկուլային զանգվածը մոտ 2 միլիոն է: Այն երկար շղթայով պոլիմեր է, իսկ մոլեկուլը կազմող շղթաները շատ փափուկ են։ Հետևաբար, PMMA-ն ունի համեմատաբար բարձր ուժ և դիմացկուն է ձգվող և հարվածների նկատմամբ: 7-ից 18 անգամ ավելի բարձր, քան սովորական ապակին: Կա մի տեսակ օրգանական ապակի, որը տաքացվել և ձգվել է, որի մոլեկուլային հատվածները դասավորված են շատ կարգով, ինչը զգալիորեն բարելավում է նյութի ամրությունը:
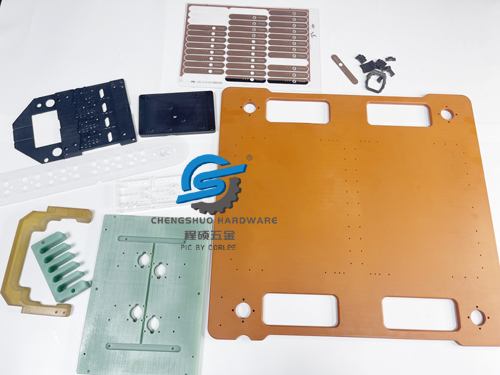
Ակրիլը սովորաբար օգտագործվում է արդյունաբերության մեջ՝ գործիքների վահանակների և ծածկոցների արտադրության և արտադրության համար, նաև տարբեր վիրաբուժական և բժշկական սարքավորումների, կենցաղային իրերի համար՝ լոգարանի հարմարանքներ, ձեռագործ աշխատանքներ, կոսմետիկա, փակագծեր, ակվարիումներ և այլն։
Ակրիլային արտադրանքները մշակելու համար CNC օգտագործելիս պետք է ուշադրություն դարձնել հետևյալ կետերին.
1. CNCԾրագրավորման ձևավորում Ակրիլային համարհաստոցներՄշակում
Ակրիլային համար (Պոլիմեթիլ մետակրիլատ, PMMA), արտադրանքի ծրագրավորման մանրամասները պետք է նախագծվեն ըստ արտադրանքի ձևի, ինչպիսիք են գործիքի սնուցման արագությունը և պտտման արագությունը:հաստոցներվերամշակում։ Արտադրանքի իրական ձևի համաձայն՝ ծրագրավորման գործընթացը և հոսքը պետք է օպտիմիզացվեն՝ վերամշակման ընթացքում կործանարարությունը նվազեցնելու համար:
CNC օգտագործելիսհաստոցներակրիլ, շատ կարևոր է ճիշտ կերակրման արագությունը սահմանելը: Եթե սնուցման արագությունը չափազանց արագ է, PMMA-ն կարող է կոտրվել կտրման ծայրահեղ ճնշման պատճառով: Սնուցման արագ տեմպերը կարող են նաև պատճառ հանդիսանալ, որ մասերը դուրս գան աշխատատեղից կամ անսարքություններ թողնեն դրա վրա. Սնուցման դանդաղ տեմպերը կարող են նաև առաջացնել կոպիտ, անավարտ մակերեսներով ոչ ճշգրիտ մասեր:

2. Ակրիլային մշակման գործիքների ընտրությունը պետք է լինի համապատասխան
Ակրիլային թերթերի մշակումը պահանջում է համապատասխան գործիքների օգտագործում: Կախված գործիքի ձևից, սովորաբար օգտագործվող գործիքները ներառում են ծայրամասային աղացներ, գնդիկավոր քթի կտրիչներ, հարթ կտրիչներ և այլն: Հարթ կտրիչը հարմար է մեծ տարածքներ կտրելու և մաքրելու համար, ծայրամասային ֆրեզը ճիշտ անկյան ձևի է և հարմար է: տեքստի և գրաֆիկայի եզրերը մշակելու համար, իսկ գնդիկավոր քթի կտրիչը աղեղի տեսք ունի և հարմար է շատ ճշգրիտ նախշերի և կորերի մշակման համար:
Կարեւոր է նաեւ դանակի նյութը։ Օրինակ, արագընթաց պողպատը կտրում է ակրիլը, բայց չի ապահովում մակերեսի լավ հարդարում: Ադամանդե գործիքները կարող են բարելավել մակերեսի հարդարումը, բայց շատ թանկ են: Կարբիդը հաճախ ընտրված նյութ է CNC կտրող ակրիլի համար:

Ակրիլային CNC հաստոցների համար խորհուրդ է տրվում օգտագործել նաև 5 աստիճանի կտրող ծայրի անկյուն և 2 աստիճան լրացուցիչ անկյուն:
Բացի կտրող գործիքից, ակրիլային արտադրանքը մշակելիս պետք է նաև ուշադրություն դարձնել կտրման խորությանը, արագությանը և այլն, որպեսզի ապահովվի, որ ակրիլային հումքի կառուցվածքը չի վնասվել: Ակրիլը, ընդհանուր առմամբ, համեմատաբար փխրուն նյութ է: CNC կտրման ժամանակ, օգտագործելով համապատասխան գործիքներ և համապատասխան կտրման խորություն և արագություն, կարող եք խուսափել նյութի ճեղքման կամ սահելու հետևանքով առաջացած գրությունների մշակումից: Շարունակական կտրման ժամանակ անհրաժեշտ է հասկանալ գործիքի մշակման իրական արագությունը և խորությունը և փորձել ապահովել, որ նյութի կառուցվածքը չվնասվի, ինչպես օրինակ՝ մասնատումը, անջատումը և այլն։ Միևնույն ժամանակ, պետք է ուշադրություն դարձնել նվազագույնի հասցնելուն։ ջերմային և ստատիկ էլեկտրականություն մշակման ընթացքում:
3. Օգտագործեք ճիշտ գայլիկոնը և փորվածքը
Համոզվեքորփորվածքը կարող է արդյունավետորեն անցքեր ստեղծել ակրիլի մեջ՝ ընտրելով ճիշտ փորված նյութը: Կարբիդը հիանալի ընտրություն է ակրիլ հորատելու համար, և շատ արտադրողներ օգտագործում են O-groove ծայրամասային հորատման գայլիկոններ, որոնք հատուկ նախագծված են ակրիլը կտրելու և հորատելու համար: Բացի այդ, հորատանցքերը պետք է սուր պահվեն, ձանձրալի գայլիկոնները կստեղծեն ոչ այնքան մաքուր եզրեր և կարող են հեշտությամբ հանգեցնել սթրեսի ճաքերի և ճաքերի:
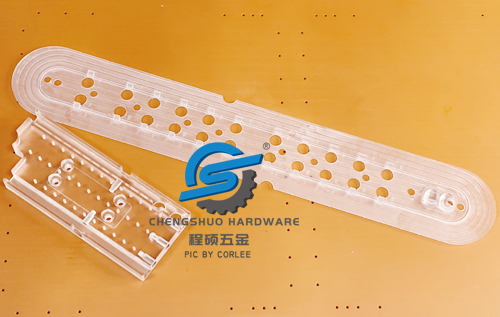
Երբ ակրիլը CNC մշակում է, լավագույնն է օգտագործել փորվածք՝ փորվածքով: Որպեսզի հորատանցքը չվնասի ակրիլային նյութի բաղադրիչները, այն պետք է թեքվի դեպի ներքև հարթ լանջի երկայնքով՝ վնասը կանխելու և հարթ մակերես ապահովելու համար:
Միևնույն ժամանակ պետք է վերահսկել կտրման խորությունը և ուղղությունը: CNC գործիքի պտտման ուղղությունը՝ ձախ և աջ, կամ ժամացույցի սլաքի ուղղությամբ և ժամացույցի սլաքի ուղղությամբ, պետք է ողջամտորեն հարմարեցվի արտադրանքին՝ ապահովելու արտադրանքի իրականացման և նախագծման գործառույթների ճշգրտությունը:
Հրապարակման ժամանակը` Հունվար-16-2024